Inštalatérsky alebo vykurovací systém v súkromnom dome si môžete vyrobiť sami, je dôležité len pochopiť, ako spájkovať medené rúry, aby ste vytvorili spoľahlivé spojenie.
Medené rúry majú pružnosť neprístupnú pre oceľové rúry, sú trvácne a odolné voči chemickým prvkom, preto je tento systém výhodnejší.
Meď je jedným z prvkov, ktoré sú ľudstvu dobre známe už viac ako 1000 rokov.
Preto nie je prekvapujúce, že našiel uplatnenie v mnohých zariadeniach a systémoch, napr.
- ako potrubia vo vodovodnom systéme;
- ako potrubia pre vykurovacie systémy v súkromných domoch.
Takéto systémy vydržia počas celej životnosti celého domu, takže sa nemusíte starať o to, aby ste k nim mali prístup – obmurovali ich, naplnili betónom, obložili stenovými panelmi atď.
Jedinou požiadavkou na monolitické umiestnenie medených rúr je použitie tlmiaceho materiálu: zvlnenie alebo izolácia z PVC, ktorá zabraňuje mechanickému vplyvu materiálov na potrubia pri zmene teploty (zima-leto).

Situácia na spotrebiteľskom trhu
Mnohí spotrebitelia sa prirodzene pýtajú: keďže meď má toľko výhod, prečo medené rúry nedominujú na trhu s vykurovacími a inštalačnými zariadeniami?
Je to všetko o bežných mylných predstavách, z ktorých možno identifikovať niekoľko hlavných:
- Medené rúry sú dosť drahé.
- Spájkovanie medených rúr je veľmi ťažké.
Pri výrobe medených rúr pre vykurovacie a vodovodné systémy sa skutočne používa vysokokvalitná meď, ktorá má vysoké antikorózne vlastnosti. Perfektne sa spájkuje, odoláva vysokému tlaku, nestráca tvrdosť ani ťažnosť. A preto je to drahé.
Ale v prepočte na 1 lineárny meter už nainštalovaného vodovodného alebo vykurovacieho systému sú náklady na systém z medených rúrok na úrovni podobných systémov, napríklad z plastových rúrok kvôli úsporám na drahých armatúrach.
Druhým bodom, ktorý zastavuje spotrebiteľov, je nedostatok informácií o tom, ako správne spájkovať medené rúry a či sa to dá urobiť nezávisle.

Pre informáciu: Meď je výnimočný kov, ktorý sa dobre hodí na spájkovanie. Jeho povrch je dobre čistený od oxidov a nečistôt a poskytuje vynikajúcu priľnavosť k spájkam.
Samotná adhézia (zvlhčenie) medených povrchov pri spájkovaní prispieva k prejavu kapilárneho efektu, vďaka ktorému spájka preniká do medzier, šíri sa všetkými smermi, dokonca aj smerom nahor.
Každý sa môže naučiť, ako vytvoriť odolný a ekologický systém vo svojom vlastnom dome. Aby ste to dosiahli, stačí si preštudovať princíp medeného spájkovania a získať trochu skúseností.
Príprava na prácu
Skôr ako začnete s montážou vykurovacieho alebo vodovodného systému, mali by ste sa zásobiť nástrojmi, bez ktorých nie je možné získať tesné spojenie pre medené potrubie.

Na prácu s medenými rúrami budete potrebovať:

- Oceľová kefa na čistenie vnútorných povrchov rúr.
- Kefa na čistenie spájkovaných povrchov. Rovnako ako kefa je potrebné odstrániť oxidy a nečistoty, ktoré bránia kvalitnému spájkovaniu.
- Plynový horák s tryskou na nastavenie plameňa.
Na tankovanie turistických kachlí (kempingový plyn) môžete použiť kompaktné horáky na báze plynových fliaš pre domácnosť.

Okrem toho na inštaláciu systému budete potrebovať aj všeobecné stavebné nástroje:
- úroveň;
- ruleta;
- kladivo (pre expandér rúr);
- marker.
Proces spájkovania
Začnime sa učiť niekoľko jednoduchých techník, ako spájkovať medené rúry:


POZOR! Na odstránenie otrepov a čistenie povrchov je zakázané používať jemnozrnný brúsny papier.
Vďaka mäkkosti medi zostanú abrazívne častice z brúsneho papiera na povrchu a zabraňujú priľnavosti.

- Podobne vyčistíme okraj expandovaného potrubia od otrepov a nečistôt.
- Nanášame tavidlo. Najlepšie je aplikovať ho na jednu rúru, ktorá sa vkladá (menší priemer). Rovnomerne rozotrite po povrchu pomocou štetca.
Pozor: Ak je veľa taviva, potom sa pri zahriatí dostane spájka do potrubia, kde sa vytvorí kvapka. To môže spôsobiť hluk z vody počas prevádzky.


- Na spoj potrubia naneste spájku. Začína sa topiť bez horáka z horúcej medi a pri rozširovaní vyplní všetky dutiny medzi rúrkami v dôsledku kapilárneho efektu. Akonáhle sa na povrchu rúrok začnú objavovať kvapky spájky, spájkovanie by sa malo zastaviť.
- Kým sa spájkovacia oblasť ochladzuje, nefúkajte na spoj a nevystavujte ho fyzickej námahe.
Nedovoľte, aby proces prehrial potrubia. Ak potrubie začne sčernieť, je potrebné zastaviť ohrev, pretože ak je potrubie prehriate, efekt „kapilárneho“ spájkovania nebude fungovať.

- Ak nemáte zručnosti pri spájkovaní, mali by ste si najskôr precvičiť zvyšky rúr. Odborníci tvrdia, že 2-3 krát stačí na zvládnutie zručností a získanie predstavy o práci s meďou.
- Najlepšie je predmontovať časti systému na stôl a potom ich spájkovať na ich mieste. Napríklad guľový ventil sa najskôr nainštaluje na pripravené časti systému so závitovými spojmi a potom sa namontuje do vodovodného systému.
- Po montáži dôkladne opláchnite systém horúcou vodou, aby ste odstránili prebytočné tavidlo a spájku.
Závery: Ako vidíte, spájkovanie medeného vodovodného alebo vykurovacieho systému môže zvládnuť každý, kto vie, ako zaobchádzať s jednoduchými nástrojmi. Je dôležité robiť všetko opatrne a vyhnúť sa porušovaniu technológie spájkovania.
Nie je žiadnym tajomstvom, že medené rúry majú oveľa lepšiu flexibilitu, tepelnú odolnosť a trvanlivosť ako rúry vyrobené z ocele, liatiny a PVC. Meď je dosť drahý materiál, ale cena zodpovedá kvalite a zvýšenej odolnosti. Samozrejme, môžete ušetriť peniaze, ak si nainštalujete potrubia sami, ale na to musíte vedieť, ako používať horák alebo spájkovačku. Tu je návod, ako sami spájkovať medené rúrky pomocou elektrickej spájkovačky.
Elektrická spájkovačka je určená na spájkovanie medených rúrok. Je vhodné použiť tam, kde nie je možné použiť plynový horák. Ide o miesta v blízkosti obkladov, tapiet, horľavých materiálov a pod. V závislosti od výrobcu môže spájkovačka pracovať na rôznych typoch elektriny. Spájkovačky napájané z 220V siete sú ľahšie ako ich náprotivky napájané cez redukčné zariadenia. Pri nákupe spájkovačky musíte venovať pozornosť niektorým jej technickým vlastnostiam. Čím vyšší je výkon spájkovačky, tým rýchlejšie sa časti zohrejú a budú spájkované. O výkone rozhoduje aj to, aký priemer potrubia môžeme ohriať. Čím je vyššia, tým väčší je priemer rúrok možno spájkovať. Dbajme aj na teplotu vykurovania. Čím je vyššia, tým rýchlejšie prebehne proces spájkovania. Dôležitým faktorom pri kúpe spájkovačky je jej hmotnosť. Ak sa spájkovačka používa trvalo, potom na hmotnosti veľmi nezáleží. Ale ak je potrebné prepravovať z objektu na objekt, potom je to veľmi dôležitý faktor.

Výhodou elektrickej spájkovačky na spájkovanie medených rúrok je, že nevzniká otvorený plameň. A to robí túto metódu spájkovania ohňom bezpečným. Spájkovačka tiež odoláva teplotám (900 o C nie viac alebo menej), čím zabraňuje prehriatiu rúry. Ide teda o ideálny spôsob spájkovania pre začiatočníkov.
Aké je zariadenie spájkovačky? Všetko je veľmi jednoduché, pozostáva z klieští, na ktorých koncoch sú pripevnené vymeniteľné grafitové elektródy. Pri práci na ohreve spoja grafitovými elektródami uchopíme rúrku nad spojom za predtým očistený povrch rúrky. Vďaka vysokému odporu grafitových elektród sa medená rúrka zahrieva. Povrch je potrebné vyčistiť, aby sa predĺžila životnosť grafitových elektród. Koľko spojov dokážeme spájkovať na jednom páre závisí od kvality vyčistenia miest pre elektródy, priemerná životnosť je 100 – 150 spojov.
Prejdime k procesu spájkovania s použitím medenej rúrky Ø22 mm ako príkladu. Ak chcete pracovať na inštalácii medených rúrok, budeme potrebovať nasledujúce nástroje: rezačka rúr (čepeľ na meď a nerez), skosenie, kovová kefa na čistenie rúr, brúsny brúsny papier, tavidlo na spájkovanie, spájka, spájkovačka.

Pomocou rezača rúrok odrežte rúrku na požadovanú dĺžku. Po odrezaní rúrky zostáva na jej vnútornej stene ostrá hrana. Okraj je potrebné odstrániť pomocou odstraňovača skosenia. Potom musíte pomocou kovovej kefy vyčistiť vnútorný priemer našej trubice od otrepov.

Skontrolujeme kvalitu odizolovania prstom (opatrne by mal byť vnútorný priemer úplne hladký). Taktiež pomocou brúsneho brúsneho papiera vyčistíme vonkajší priemer do lesku na veľkosť spoja plus priestor pre štetce spájkovačky (5-10 cm). Táto operácia je potrebná na odstránenie oxidového filmu na mede, ktorý môže ovplyvniť kvalitu spájkovania. Pripravíme si aj našu tvarovku alebo uholník, T-kus a očistíme jeho vnútorný priemer, kde dôjde k spojeniu s rúrkou.
Ďalším krokom v našom spájkovaní je nanášanie taviva. Naneste tavidlo na vonkajší priemer potrubia. A na vnútornom priemere nášho spojovacieho produktu. Nanášame tavidlo štetcom, neľutujeme. Potom obe časti spojíme. Nezabudnite posúvať tak, aby bol tok rovnomerne rozložený pozdĺž roviny spojenia. Prebytočné tavidlo utrite handričkou. Pre väčšie pohodlie umiestnime naše spojenie do zveráka a začneme spájkovať.

Vezmime si našu spájkovačku a pomocou grafitových štetcov uchopíme rúrku za odizolovanú časť nad naším spojom. Rúrka a spojenie sa začnú zahrievať. Čakáme, kým sa tavidlo uvarí a objaví sa strieborný odtieň. Potom privedieme spájku na koniec spojenia. Taví sa a je vťahovaný do spoja kapilárnym efektom vytvoreným roztaveným tavivom. Jeden dotyk spájky na jednej strane spoja a na opačnej strane. Aby bol spojový šev kvalitný a krásny, je potrebné, aby sa do spoja nedostala prebytočná spájka. Na to treba dávať pozor pri spájkovaní. Dĺžka spájkovacieho drôtu potrebná na spájkovanie by mala byť približne polovica obvodu častí, ktoré sa majú spojiť.

Teraz sa pozrime na otázku, prečo dochádza k takému rýchlemu spájkovaniu medených rúrok. Ako sme už povedali, princíp spájkovania je založený na kapilárnom sťahovaní. Prečo k tomuto efektu dochádza? V spojení je medzi našimi časťami vždy medzera. V závislosti od priemerov použitej spájky sa môže líšiť, čím väčší je priemer, tým väčšia je medzera. Tavidlo sa roztaví a kapilárne sily vtiahnu spájku na svoje miesto. Šev je krásny a elegantný.

Je veľmi dôležité dbať na správne spojenie dielov. Časti sa musia spájať rovnomernou medzerou po obvode spoja. Ak na žiadnom mieste nie je medzera, nedôjde k prenikaniu, pretože tam nebude žiadny kapilárny efekt. To znamená, že takéto spojenie bude netesné a bude potrebné ho prespájkovať. Aby ste sa vyhli takýmto prípadom, musíte najprv zostaviť konštrukciu bez spájkovania. Potom urobte značky na prípojkách pre jednoduché pripojenie pri inštalácii potrubí. Najskôr prispájkujte najnepohodlnejšie spoje. Ako napríklad horné spoje, ku ktorým sa ťažko dostanete, ak zaspájkujete celú konštrukciu a potom prispájkujete na miesto horný spoj. Dôležité je dbať aj na kvalitné povrchy našich dielov. Všetky časti musia mať dokonalý povrch. Preliačiny a oválne priemery nie sú za žiadnych okolností povolené. To ovplyvní kvalitu spájkovania a životnosť našich spojov.
Existujú dva typy spájok na spájkovanie medených rúr: mäkké a tvrdé. Mäkká spájka má nižšiu teplotu topenia (425 o C) ako tvrdá spájka (460 o C - 560 o C). Mäkká spájka sa používa na spájanie potrubí v kotolniach, vodovodných potrubí vo vykurovacích systémoch atď. Kde nie je veľmi vysoký tlak. Táto spájka sa ľahko roztaví a efektívne spájkuje spoje. Spájka na tvrdo sa topí pri vyššej teplote. Používa sa na pretlakové potrubia, ako sú klimatizačné systémy v chladiarenskom priemysle. Tam, kde je potrebná zvýšená tesnosť a odolnosť voči vibráciám. Výhodou tvrdej spájky je, že pri práci s ňou netreba používať tavidlo a nie je potrebné čistiť spoje. To sa premieta do vyššej produktivity. Ale stavebné predpisy a predpisy upravujú jeho použitie iba v chladiarenskom priemysle. Nevýhodou tejto spájky je jej veľmi vysoká cena.
Robíme záver. Ak neopravujete chladiace zariadenie, nepotrebujete spájku na tvrdo. Keďže mäkké spájky v iných odvetviach nie sú v žiadnom prípade nižšie ako to. Najdôležitejšie je dodržať všetky technické požiadavky na spájkovanie. Vyčistite najmä spoje, uistite sa, že spoje sú hladké bez deformácií a pridajte potrebné množstvo spájky. A vaše spojenia budú spoľahlivé a pevné.
Tak si to zistil ako spájkovať medené rúrky!
Meď je kov, ktorý má pomerne mäkkú, poddajnú štruktúru. Preto sa na rozdiel od ocele takýto materiál ľahšie spájkuje ako zvára. So silnou túžbou, potrebnými nástrojmi a spotrebným materiálom sa s takouto úlohou dokáže vyrovnať aj začiatočník. Poďme zistiť, medené rúrky.
Vlastnosti medených rúr
Rúry vyrobené z prezentovaného materiálu sa často používajú v domácnostiach pri inštalácii prvkov vykurovacích a vodovodných systémov. Meď predstavuje optimálne riešenie na vytváranie takýchto vodivých ciest. Má dokonale hladký povrch, nekoroduje, nezanáša sa usadeninami a má aj baktericídne vlastnosti. Správnou identifikáciou medených vykurovacích rúrok môžete zabezpečiť nepretržitú prevádzku systému na niekoľko desaťročí.
Nástroje a materiály
Predtým, ako zistíte, ako spájkovať medené rúry, musíte pripraviť sadu nástrojov, ktoré môžu byť potrebné počas práce:
- Rezačka rúr. Meď je pomerne mäkký materiál. Dokonca aj mierny tlak na takéto potrubia môže spôsobiť deformáciu. Z tohto dôvodu sa pri ich rezaní odporúča použiť špecializovaný nástroj.
- Extender. Pretože pri inštalácii vodovodného alebo vykurovacieho systému sa používajú medené rúry rovnakých veľkostí, pri príprave na spájkovanie spojov budete musieť použiť nástroj na zväčšenie ich priemeru.
- Odstraňovač skosenia. Po rozdelení rúr na požadované časti je potrebné spracovať ich okraje. Len tak budú môcť prvky budúceho systému do seba zapadnúť.
- Na čistenie vnútra potrubia je potrebná oceľová kefa.
- Kovová kefa umožňuje odstrániť nečistoty, všetky druhy vrstiev a oxidov, ktoré môžu sťažiť vykonávanie vysokokvalitného spájkovania spojov.
- používa sa na zahrievanie kĺbov. Musí obsahovať špeciálnu trysku, ktorá vám umožní nastaviť plameň.
- Spájka má tvar drôtu alebo tyče, ktorej bod tavenia je v porovnaní s meďou nižší.
- Tavidlo je chemické zloženie, ktorého aplikácia uľahčuje spájkovanie spojov.
Aké sú medené rúry?
V súčasnosti sú široko dostupné mnohé, ktoré môžu poskytnúť spoľahlivé spojenie medených rúr spájkovaním. Najčastejšie sa remeselníci uchýlia k používaniu nízkoteplotných spájok. Tieto umožňujú vytvárať spoje pri relatívne nízkom ohreve materiálu, ktorý nespôsobuje deformáciu medi. Takéto švy však nemajú najlepšie mechanické vlastnosti.
Pokiaľ ide o spájky určené na spájkovanie pri vysokých teplotách, umožňujú vám vytvárať najodolnejšie spojenia. Zároveň sa odporúča, aby ich používali iba skúsení remeselníci, pretože bez príslušných zručností môže dlhodobé tepelné vystavenie kovu viesť k prepáleniu.

Ako môžete spájať medené rúrky dohromady? Pri nízkoteplotnom spájkovaní, ktoré je bežné pri konštrukcii vykurovacích a vodovodných systémov pre domácnosť, sa najčastejšie uchyľujú k použitiu druhého, čo umožňuje vytvárať spojenia, ktoré sú dostatočne odolné voči mechanickému zaťaženiu. Medzi týmito spájkami stojí za zmienku zliatiny cínu s bizmutom, antimónom, selénom a striebrom. Hlavný podiel na ich zložení má cín – asi 95 %. Zvyšok pochádza z dodatočných komponentov.
Lacné spájky na báze cínu a olova sú celkom vhodné na spájkovanie pri nízkej teplote. Neodporúča sa ich však používať vo vodovodných potrubiach, ktoré sú určené na zásobovanie pitnou vodou, pretože olovo je toxický materiál.
Aké tavidlo je najlepšie použiť na spájkovanie medených rúrok?
V prípade nízkoteplotného spájkovania, chemické zloženie založené na Avšak, keď sa snažíte zistiť, ako spájkovať medené rúrky, nemali by ste venovať nadmernú pozornosť zloženiu taviva. Na spájkovanie medi stačí kúpiť akýkoľvek výrobok určený na tieto účely, napríklad kolofónnu-vazelínovú pastu.
Ako spájkovať medené rúry bez taviva? Je celkom možné vytvoriť silné spojenia bez použitia chemických zlúčenín. Vysokoteplotné spájkovanie tu však musí prebiehať pomocou najkvalitnejších spájok na báze cínu a striebra.

Postup spájkovania
Ako spájkovať medené rúrky? Práca sa vykonáva v nasledujúcom poradí:
- Pomocou rezačky rúr sa obrobky rozdelia na kusy požadovanej dĺžky.
- Pomocou kovovej kefy a kefy sa vyčistia vonkajšie a vnútorné plochy, ktoré sa budú spájkovať.
- Špeciálny expandér zväčšuje priemer koncov sekcií, ktoré sa plánujú natlačiť na iné potrubia.
- Flux sa rovnomerne nanáša na okraje budúcich spojov.
- Konce rúr sú zasunuté do seba. Zvyšky taviva sa odstránia vlhkou špongiou.
- Spojenie sa zahrieva. Akonáhle tavidlo zmení svoj pôvodný odtieň na strieborný, je potrebné zastaviť tepelné spracovanie povrchov.
- Spájka sa aplikuje na budúci spoj. Ten by sa mal začať šíriť bez zahrievania pomocou horáka v dôsledku zvýšenej teploty medi.
- Spájkovanie sa zastaví, akonáhle spájka vyplní všetky dutiny v oblasti švu.
- Po vychladnutí spoja sa spoj utrie vlhkou handričkou, čo vám umožní odstrániť zvyšnú spájku a tavidlo.

Existuje množstvo tipov, ktoré môžu byť užitočné pri vykonávaní práce. Preto sa remeselníkom, ktorí nemajú rozsiahle skúsenosti s spájkovaním medených rúrok, odporúča najskôr precvičiť používanie kúskov nepotrebných polotovarov ako spotrebného materiálu. Podľa odborníkov je potrebné vykonať skúšobné spájkovanie niekoľkokrát, aby sa vytvorila všeobecná predstava o takejto práci.
Pri ohrievaní spojov pomocou horáka je dôležité nedržať plameň v jednom bode, pretože jeho teplota môže dosiahnuť okolo 1000 °C. Aby sa zabránilo spáleniu medi, postačuje rovnomerné zahrievanie oblasti po dobu 20 sekúnd.
Po dokončení spájkovania je potrebné dôkladne prepláchnuť potrubný systém pod značným tlakom vody. Toto je jediný spôsob, ako odstrániť prebytočnú spájku a tavivo, ktoré zamrzlo vo vnútri spojov.

Konečne
Takže sme prišli na to, ako spájkovať medené rúry. So zodpovedným prístupom k úlohe a dostupnosťou potrebných nástrojov sa s takouto prácou dokáže vyrovnať každý. Dôležité je len cvičiť vopred, bez odchýlenia sa od technológie.
Nie je žiadnym tajomstvom, že medené rúry predbiehajú oceľové, liatinové a PVC rúry z hľadiska pružnosti, tepelnej odolnosti a trvanlivosti. Vysoká cena materiálu sa odvďačí dlhou životnosťou medených výrobkov. Keď viete, ako spájkovať medené rúry, môžete ušetriť peniaze na inštaláciu.
Meď je vynikajúci materiál na spájkovanie, jej povrch nevyžaduje použitie agresívnych látok pri čistení. Existuje veľa kovov s nízkou teplotou topenia, ktoré vytvárajú dobrú priľnavosť k medi. Pri zahrievaní tento materiál nevyžaduje drahé tavidlá, pretože pri tavení medi nedochádza k prudkým reakciám so vzdušným kyslíkom.
Výhody spájkovania
Ak je potrebné spájkovať medenú rúrku na železo, vyzbrojte sa spájkovačkou, spájkou a tavidlom. Spájkovanie sa môže použiť na spojenie rúrok vyrobených z rôznych kovov, ako aj kovov a nekovov. Počas procesu spájkovania sa základný kov nedeformuje, takže špecifikované rozmery a tvar rúr zostávajú nezmenené. Nedochádza k deformácii ani vnútornému napätiu.
Pred spájkovaním odmastite spoj (zvnútra aj zvonka), aby sa zlepšila priľnavosť materiálu rúrky a spájky
V prípade potreby je možné spojenie odspájkovať. Medené výrobky sú pružnejšie a odolnejšie voči vonkajším vplyvom, ľahko odolávajú vysokému tlaku a môžu byť inštalované uzavretým spôsobom. Pri spájkovaní sa dosiahne vysoká pevnosť spoja.
Ako spájkovať medenú rúrku doma
Kapilárne spájkovanie bolo vyvinuté špeciálne pre meď. Môže to byť nízka alebo vysoká teplota. Doba inštalácie pre takéto pripojenie: 2-3 minúty. Na dosiahnutie kapilárneho efektu sa medzi rúrou a tvarovkou používa medzera 0,4 mm. Spájka je rovnomerne rozložená po celej ploche montážnej medzery.
- Nízkoteplotná metóda
Cín, olovo a ich zliatiny sú spájky s nízkou teplotou topenia. Teplota chladiacej kvapaliny: menej ako 130 stupňov. Pri kapilárnom spájkovaní má medzera rôznu veľkosť a môže dosiahnuť 0,5 cm (pri veľkých priemeroch). Pri silnom zahriatí meď stráca svoju tvrdosť, preto sa uprednostňuje nízkoteplotné spájkovanie.

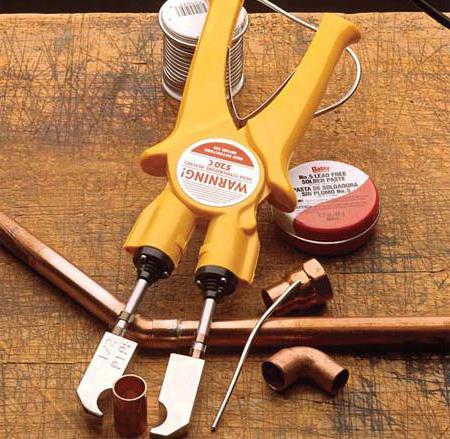
Táto spájkovačka umožňuje pripojenie rúr pomocou nízkoteplotnej metódy.
- Vysokoteplotná metóda
Používa sa, keď teplota chladiacej kvapaliny prekročí 130 stupňov. Tento typ spájkovania vyžaduje vysokú profesionalitu od špecialistu - potrubie sa dá ľahko spáliť.
Tu potrebujeme spájky vyrobené zo striebra a medi, medi a fosforu. Táto metóda sa môže použiť na pripojenie potrubí v už nainštalovanom systéme. Chladenie vodou sa nepoužíva, pretože meď v tomto prípade prechádza do mäkkého stavu. Postupom času sa pevnostné charakteristiky žíhaného kovu zvyšujú.
Vysokoteplotné spájkovanie
Budete potrebovať špeciálny rezací nástroj na meď, skosenie, rozťahovač rúrok, kladivo, vodováhu, zvinovací meter, plynový horák, elektrickú spájkovačku, tvrdotavnú a nízkotavnú spájku, tavidlo (potrebné na odstránenie oxidový film a zabraňujú oxidácii).
Sekvenovanie
- Predbežná príprava rúr: čistenie povrchov, odstránenie oxidového filmu tavidlom.
Tavidlo je chemická látka, ktorá pomáha rozložiť spájku v rovnomernej vrstve a čistí základný kov od oxidov a nečistôt. Pri jeho výbere sa berie do úvahy typ kovu a spájky. Viaczložkové tavivá sú efektívnejšie a umožňujú ešte lepšie spájkovanie.

Profesionálne spájkovacie zariadenie
Látka sa aplikuje iba na spojenie potrubia a zásuvky, a nie do jej vnútra. Ihneď po nanesení taviva sú potrubia spojené tak, aby cudzie častice nepadali na pracovnú plochu. Otočte rúrku v armatúre tak, aby sa tavidlo rovnomerne rozdelilo pomocou handry. Potrubie je pripravené na ohrev.
- Vloženie potrubia do spojky. Potom budete musieť spájkovať dva spoje. Alebo je koniec jedného potrubia spojený s koncom druhého, potom musíte spracovať jeden spoj.
- Zahrievanie rúrok (na teplotu mierne pod bodom topenia). Zapnite horák pomocou redukčného plameňa (vytvára maximálnu teplotu) a zahrejte spoj. Použite spájkovačku na medené rúrky alebo horák s piezoelektrickým zapaľovaním - ľahko sa používa.
- Vstreknutie spájky do medzery. Existuje veľký výber spájok na meď. Zahriaty materiál sa umiestni do medzery medzi rúrkami, ktoré sa majú spojiť, a roztavená hmota sa obalí okolo spoja medzi rúrkami. Teplota tavenia spájky je vždy nižšia ako teplota základného materiálu. Spájka sa šíri, keď dosiahne určitú teplotu. Je dôležité, aby pracovná plocha nebola zoxidovaná a čistá.
- Kryštalizácia spájky. V tomto bode je dôležité udržať spojenie v pokoji. Keď sa spájka ochladí, na spoji sa vytvorí tesné tesnenie. Po spájkovaní sa vykoná technologické umývanie na odstránenie nečistôt a zvyškov taviva.

Spájka sa aplikuje na montážnu medzeru. Ak je priemer potrubia veľký, z opačnej strany sa zavádza ďalšia spájka
Dôležité body
Na spájkovanie otvoru v medenej rúre potrebujete mäkkú spájku (napríklad cín-olovo) a tavidlo na báze alkoholu a kolofónie. Odrežte náplasť na požadovanú veľkosť a obrúste ju a potrubie. Vypustite vodu z potrubia a zohrejte časti, ktoré sa majú spojiť, pomocou spájkovačky. Potom pridajte spájku do medzery.
Počas prevádzky je potrebný prietok vzduchu. Dym pochádzajúci zo spájky a taviva je škodlivý.
Na správne vykonanie procesu je dôležité vedieť, ako spájkovať medenú rúrku. Použitie: striebro s meďou a zinkom, meď s fosforom. Olovené spájky sa v potrubiach na pitie nepoužívajú kvôli ich toxicite.
Pri spájaní medených rúrok pomocou spájok medi a fosforu sa tavivo nepoužíva.
Pred začatím spájkovania je potrebné prečistiť kyslíkové a propánové hadice. Zapálenie horáka začína propánovým potrubím, potom sa pridáva kyslík. Ohrev rúrok by mal byť rovnomerný na každej strane. Na konci práce najskôr vypnite kyslík a potom propán.
Video návod: ako spájkovať medené rúrky
Spájkovanie je fyzikálny a chemický proces, pri ktorom sa medzi dielom a tekutou spájkou vytvorí trvalé spojenie. Výplňový materiál sa roztaví, roztečie, vyplní medzeru medzi spájanými prvkami a kryštalizuje. Spájkovať je možné akékoľvek kovy a zliatiny.
Spájkovanie medených rúr nie je veľmi ťažké. Potreba toho vzniká pri opravách resp inštalácia systému prívod vody alebo klimatizácia. Ak máte potrebné znalosti v tejto oblasti, môžete rúry spájkovať sami. Aby ste si boli istí kvalitou postupu a následnou prevádzkou medených výrobkov, mali by ste kontaktovať špecialistov.
Spôsob spájkovania medených rúrok
 Medené rúry sa často používajú v vykurovacích a vodovodných systémoch. Aj keď je meď drahý materiál, jej kvalitatívne charakteristiky nenechávajú žiadne pochybnosti o spoľahlivosti výrobkov z nej vyrobených. Kov sa ľahko spájkuje a nereaguje na vonkajšie podmienky pri vysokých teplotách. Tento proces ľahko kombinuje meď s spájkami mnohých druhov kovov. Nevyžaduje drahé tavidlá.
Medené rúry sa často používajú v vykurovacích a vodovodných systémoch. Aj keď je meď drahý materiál, jej kvalitatívne charakteristiky nenechávajú žiadne pochybnosti o spoľahlivosti výrobkov z nej vyrobených. Kov sa ľahko spájkuje a nereaguje na vonkajšie podmienky pri vysokých teplotách. Tento proces ľahko kombinuje meď s spájkami mnohých druhov kovov. Nevyžaduje drahé tavidlá.
Spájkovanie rúrok sa vykonáva už nejaký čas. Keďže všetky nuansy práce už boli študované, v procese spájania prvkov zvyčajne nevznikajú žiadne problémy. Podstatou tejto metódy je vyplnenie spoja medzi dielmi špeciálnym prípravkom nazývaným spájka. Spájka na spájkovanie medených rúrok sa roztaví pri vysokých teplotách a potom sa tekutá hmota naleje do spoja, vyplní celý priestor medzi prvkami a počká, kým úplne nevytvrdne. Tento typ spojenia je spoľahlivý, tesný a odolný.
Pohodlie tejto metódy spočíva aj v tom, že spojené časti možno v prípade potreby ľahko oddeliť. Na oddelenie častí potrubia sa spoj zahrieva, aby bola spájka mäkká a ohybná.
Medzi výhody proces treba poznamenať:

Vysoká pevnosť a výkon budúceho produktu predĺži jeho prevádzku. Pri práci podľa pracovného návodu zvládne spájkovanie kovových dielov aj začiatočník.
Nástroje a materiály
Na nezávislé pripojenie medených rúr nepotrebujete žiadne drahé zariadenia ani špeciálne materiály. Všetky potrebné nástroje a nástroje nájdete v každom špecializovanom obchode. Na správne vykonanie procesu budete potrebovať:

Ďalšie nástroje, ktoré budete potrebovať, sú zvinovací meter, vodováha, tvrdá kefa, kladivo a fixka (alebo fixka). Práca sa vykonáva v pracovnom odeve a hrubých gumených rukaviciach. Pri výbere spájky a taviva by ste mali vziať do úvahy typ spájkovania, ktorý plánujete urobiť.
Druhy spájok
 Existuje mnoho druhov spájok, s ktorými je zaručené spoľahlivé spojenie medených rúrok spájkovaním. Špecialisti zvyčajne používajú nízkoteplotné verzie prvku. Pri nízkom ohreve materiálu sa vytvárajú spojenia bez deformácie medi. Nevýhodou tejto voľby sú nekvalitné švy, ktoré majú znížené mechanické vlastnosti.
Existuje mnoho druhov spájok, s ktorými je zaručené spoľahlivé spojenie medených rúrok spájkovaním. Špecialisti zvyčajne používajú nízkoteplotné verzie prvku. Pri nízkom ohreve materiálu sa vytvárajú spojenia bez deformácie medi. Nevýhodou tejto voľby sú nekvalitné švy, ktoré majú znížené mechanické vlastnosti.
Na získanie najodolnejšie spojenia Mali by sa používať vysokoteplotné spájky (nad 450 °C). Ale môžu s nimi pracovať iba skúsení remeselníci. Pri vystavení teplu na kov je vysoká pravdepodobnosť prepálenia, ak osoba nemá potrebné zručnosti v takejto práci. Spájkovanie častí klimatizácií a chladiacich jednotiek sa vykonáva iba vysokoteplotnou spájkou.
Ak sa používa nízkoteplotná metóda (do 450°C), tak špecialisti používajú na spájkovanie medi bezolovnaté spájky, pomocou ktorých je možné vytvárať spoje dostatočne odolné voči mechanickému zaťaženiu. Zvyčajne sa takéto spájky vyrábajú z cínu s prídavkom malého množstva bizmutu, selénu, striebra alebo antimónu. Lacnejšie prvky sú vyrobené z cínu a olova. Túto možnosť však nemožno použiť pri inštalácii vodovodného systému, cez ktorý sa dodáva pitná voda, pretože olovo je toxický materiál.
Spájkovacie tavidlo
 Na nízkoteplotné spájkovanie sa najčastejšie používa tavidlo na báze chloridu zinočnatého. Môžete si však kúpiť akýkoľvek iný produkt určený na rovnaké účely. Jednou z nich je kolofónno-vazelínová pasta.
Na nízkoteplotné spájkovanie sa najčastejšie používa tavidlo na báze chloridu zinočnatého. Môžete si však kúpiť akýkoľvek iný produkt určený na rovnaké účely. Jednou z nich je kolofónno-vazelínová pasta.
Niekedy sa spájkovanie rúrok vykonáva bez použitia taviva. Ale pevné spojenie prvkov je možné len pri vysokoteplotnom spájkovaní, pri ktorom sa používajú najkvalitnejšie spájky z cínu a striebra.
Ako spájkovať medené rúrky
 Vysokoteplotné spájkovanie rúrok sa vykonáva pri teplotách 650 °C -750 °C, nízkoteplotné spájkovanie - pri 210 °C -240 °C.
Vysokoteplotné spájkovanie rúrok sa vykonáva pri teplotách 650 °C -750 °C, nízkoteplotné spájkovanie - pri 210 °C -240 °C.
Spájkovanie medených rúrok nie je také ťažké vykonať. Proces sa musí vykonávať s dobrým vetraním miestnosti. Odporúča sa vykonávať prácu v ochrannom odeve a rukaviciach. Ak chcete vykonať vysokokvalitné spojenie všetkých častí, musíte dodržiavať nasledujúci algoritmus akcií:
- Medená rúrka je narezaná pomocou nástroja na požadovaný počet kusov. Rezačka rúr je umiestnená kolmo na os rúry, potom bude rez čo najhladší.
- Potom sa kovové časti očistia kovovou kefou a konce sa zbavia otrepov a kovového prachu pomocou špeciálnej kefy. Brúsny papier v tomto prípade nie je vhodný, pretože zanecháva medený piesok na povrchu kovu, čo znižuje kvalitu priľnavosti spájky k rúre.
- Priemer okraja jedného z úsekov potrubia sa zväčší pomocou expandéra potrubia. Potom sa do takého kusu medi ľahko zmestí potrubie bežnej veľkosti.
- Predĺžený koniec potrubia sa tiež čistí kovovou kefou.
- Tavidlo na spájkovanie medených rúr sa rovnomerne nanáša na koniec rúry najmenšieho prierezu. Postup by sa mal vykonávať opatrne, inak môže prebytočný produkt vstúpiť do potrubia a vytvoriť v ňom zamrznuté kvapky, vďaka čomu bude pohyb vody následne jasne počuteľný.
- Ošetrené konce rúrok sú vložené do seba. V tomto prípade sa zvyšné tavidlo odstráni vlhkou handričkou.
- Kĺb sa zahrieva pomocou horáka. Keď tok na jednej z rúrok získa strieborný odtieň, zahrievanie kovu sa zastaví.
- Do spoja sa privádza spájka, ktorá sa vplyvom vysokej teploty roztaví a vyplní kĺbovú dutinu. Keď je oblasť švu úplne naplnená spájkou, proces spájkovania sa zastaví.
Spoj sa nechá vychladnúť a mal by byť chránený pred akýmkoľvek druhom mechanického poškodenia. Keď šev vychladne, utrite ho vlhkou handričkou a odstráňte zostávajúce tavidlo a spájku. Ak ignorujete zvyšky taviva na povrchu medených rúrok, v budúcnosti to povedie ku korózii pripojenia.
 Začiatočníkom v tomto odbore sa odporúča, aby najprv cvičili s nepotrebným spotrebným materiálom, aby následne vykonali správne a kvalitné spájkovanie rúrok. Skúšobný postup vám pomôže pochopiť nuansy procesu.
Začiatočníkom v tomto odbore sa odporúča, aby najprv cvičili s nepotrebným spotrebným materiálom, aby následne vykonali správne a kvalitné spájkovanie rúrok. Skúšobný postup vám pomôže pochopiť nuansy procesu.
Keď sú kĺby ohrievané horákom, mali by ste zabezpečiť, aby plameň v jednom bode nezostával. Pretože teplota zvyčajne dosiahne 1000 °C, oblasť spoja sa rovnomerne zahrieva 20-25 sekúnd.
Na konci procesu spájkovania by sa mal potrubný systém dôkladne prepláchnuť veľkým tlakom vody. Týmto spôsobom môžete úplne zbaviť trubice prebytočného taviva a spájky, ktoré zostávajú zamrznuté vo vnútri spojenia.
Ak pristupujete k práci zodpovedne, spájkovanie medených rúr je možné vykonať bez akýchkoľvek ťažkostí. Znalosť technológie a predbežné školenie s materiálom pomôže efektívne vykonávať úlohu.







